Идея проактивного технического обслуживания оборудования (в дальнейшем ПАО) заключается в обеспечении максимально возможного межремонтного срока эксплуатации оборудования за счет применения современных технологий обнаружения и подавления источников отказов.
Основой проактивного технического обслуживания являются:
идентификация и устранение источников повторяющихся проблем, приводящих к сокращению межремонтного интервала оборудования;
устранение или значительное снижение факторов, отрицательно влияющих на межремонтный интервал или срок эксплуатации оборудования;
распознавание состояния нового и восстановленного оборудования с целью проверки отсутствия признаков дефектов, уменьшающих межремонтный интервал;
увеличение межремонтного интервала и срока эксплуатации оборудования за счет проведения монтажных, наладочных и ремонтных работ в точном соответствии с техническими условиями и регламентом.
ПАО базируется на применении нескольких, приведенных ниже, компонентов, сочетание которых дает максимальный эффект.
Анализ причин внеплановых остановов, аварий, укороченных межремонтных интервалов, включающий выявление повторяющихся проблем, возникающих при эксплуатации оборудования.
Техническое обслуживание и ремонт обычно устремлены на устранение в основном очевидных дефектов оборудования. При этом нередко частые ремонты воспринимаются как вполне нормальное явление. Анализ коренных проблем отказов направляет передовые аналитические средства и инженерную логику на идентификацию и коррекцию скрытой основной проблемы. Принятие программы анализа коренных проблем отказов часто приносит предприятию значительную экономию.
Принципиально дефекты и отказы (в т. ч. в начале срока службы), классифицируемые по причине возникновения, могут быть связаны с конструкторскими дефектами и неправильным применением, производственными дефектами (изготовления) и дефектами материала, дефектами сборки и эксплуатационными дефектами (нарушения технологии сборки, монтажа и соединения узлов, ненужное ТО, нарушения условий эксплуатации), технологическими дефектами (отклонение рабочих параметров от номинальных).
В качестве примера конструкторской ошибки при проектировании можно привести случай, связанный с недостаточным учетом влияния погодно - климатических условий при эксплуатации оборудования: непродуманная конструкция заградительной решетки воздухозабора воздушного компрессора газовой турбины пропанового центробежного компрессора обуславливала накопление и сброс частиц льда с последующим их периодическим попаданием в турбину, столкновением и ускоренным разрушением лопаток воздушного компрессора.
В качестве примера неправильного применения по вине проектировщика можно привести случай, связанный с периодическим, примерно каждые три месяца, выходом из строя подшипников качения ЭД вертикального насосного агрегата, имевшим место по окончании монтажа в продолжение гарантийной эксплуатации технологической установки. Первый выход из строя подшипника качения был воспринят как нормальное явление, однако после второго внезапного отказа провели анализ причин, в результате которого выяснилось, что опорно - упорный подшипник двигателя, в соответствии с техническими условиями завода - изготовителя, мог быть применим только при горизонтальной ориентации ротора. Издержки были компенсированы фирмой -п оставщиком.
В качестве другого примера неправильного применения по вине проектировщика можно привести случай, связанный с необходимостью проведения ремонта каждые 6...9 месяцев винтовых компрессоров компримирования газа в газлифтной системе из -з а изменения условий эксплуатации и отклонения рабочих параметров от номинальных по ТУ (эксплуатация на пределе производительности и давления). При анализе причин частых ремонтов оказалось, что для подобной задачи данный тип компрессоров принципиально непригоден и требует замены.
В качестве примера нарушения технологии изготовления деталей (дефект материала) можно привести случай, связанный с коротким сроком службы подшипников скольжения крупных агрегатов нефтехимзавода: примерно после 4000...6000 часов эксплуатации наблюдалось растрескивание и выкрашивание баббита вкладышей. В результате анализа установили, что причина - пережженный баббит в результате дефектной технологии изготовления вкладышей. Небольшая коррекция технологии привела к увеличению среднего срока службы вкладышей более чем в три раза.
Нередко повторяющаяся проблема с оборудованием, лежащая на поверхности, является симптомами более скрытого дефекта: на одном из предприятий подшипники редуктора крупного компрессорного агрегата после многолетней успешной эксплуатации вдруг каждые 2...3 месяца стали внезапно выходить из строя, приводя к внеплановому останову производства. После проведения анализа персоналом завода было установлено, что причиной оказалось нарушение качества смазочного масла, повлекшее рост температуры подшипника, при этом параметры вибрации практически не превышали допустимых значений.
Безукоризненное соблюдение требований технических условий при монтаже и ремонте агрегата и исследование вибрации при выводе из ремонта могут значительно продлить последующий межремонтный интервал.
Например, две наиболее распространенные операции при завершении монтажа или ремонта агрегата (которые на вспомогательном оборудовании нередко выполняются с низким качеством или вообще игнорируются) - балансировка ротора и центровка узлов оборудования. Дополнительные затраты времени и ресурсов для достижения при проведении этих операций самых жестких норм не намного больше, чем те, которые требуются для проведения этих операций со средним качеством, но достижение уровней жестких норм часто способно увеличить даже вдвое межремонтный интервал оборудования.
В качестве примера можно привести результаты внедрения лазерного оборудования для центровки, документированные на ряде нефтетранспортных и нефтехимических предприятий, где была реализована эта программа. Эффект от точной центровки был следующим: средний срок службы подшипников и муфт возрос (на некоторых предприятиях) в 3...8 раз, затраты на техническое обслуживание уменьшились в среднем на 5...7%, межремонтный интервал возрос в среднем на 10... 12%, внеплановые остановы оборудования, возникшие в результате расцентровки, сократилось более, чем наполовину.
Анализ основных причин выхода подтттипников качения из строя показывает, что, по статистике, исправный подшипник выходит из строя примерно в 30% случаев из -з а нарушения технологии монтажа. Таким образом, применяя недорогое специализированное оборудование для нагрева подшипников при монтаже, можно добиться снижения выхода из строя подшипников по этой причине почти на треть.
УДК 629.7.05
ПЕРСПЕКТИВЫ РАЗВИТИЯ МЕТОДОВ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ СЛОЖНЫХ СИСТЕМ БОРТОВОГО КОМПЛЕКСА ОБОРУДОВАНИЯ
©2012 Н. В. Чекрыжев, А. Н. Коптев
Самарский государственный аэрокосмический университет имени академика С. П. Королёва (национальный исследовательский университет)
В статье рассматриваются принципы качественного подхода к перспективному методу проактивного обслуживания сложных систем бортового оборудования авиационной техники.
Безопасность полётов, управление рисками, развитие отказа, проактивное техническое обслуживание.
За последние 30 лет главной задачей развития авиационно-транспортной системы является поиск новых подходов в решении проблемы повышения безопасности полётов воздушных судов (ВС).
Очевидно, что традиционная ретроактивная (Reactive) идеология профилактики авиационных событий, построенная на строгом соблюдении нормативных требований и внедрении профилактических рекомендаций, разработанных по результатам расследования происшедших событий, себя исчерпала .
Поэтому ИКАО разработала принципиально новую идеологию профилактики авиационных происшествий и инцидентов, названную «управление безопасностью полётов».
Новая идеология предотвращения авиационных происшествий (АП) и инцидентов предполагает создание в авиакомпании системы управления безопасностью полетов (СУБП), которая:
Выявляет фактические и потенциальные угрозы безопасности;
Гарантирует принятие корректирующих мер, необходимых для уменьшения факторов риска/опасности;
Обеспечивает непрерывный мониторинг и регулярную оценку достигнутого уровня безопасности полётов.
СУБП акцентирована не на ожидании негативного события, а на выявлении
опасных факторов в авиационной системе, которые ещё не проявились, но могут стать причиной инцидентов, аварий и катастроф. Такой подход в профилактике авиационных происшествий получил наименование «проактивный» (Proactive).
По сути, проактивное обслуживание предполагает тот же реагирующий подход, как и обслуживание по состоянию с контролем параметров (ТЭП), но в качестве диагностических признаков выбираются такие параметры системы, наблюдение которых позволяет контролировать глубинные причины деградации факторов стабильности системы (рис. 1).
Накопленный опыт расследования авиационных событий показал, что каждое из них было обусловлено воздействием нескольких причин, которые долгое время скрывались в виде недостатков (опасных факторов или факторов риска) компонентов авиационной системы.
Пять базовых структурных элементов концепции безопасности полётов лежат в основе модели Ризона (рис. 2).
Меры по обеспечению безопасности полётов должны быть направлены на контроль за организационными процессами, содержащими скрытые условия в виде недостатков в конструкции оборудования, упущения в подготовке персонала и т.п., а также для улучшения условий на рабочем месте.
Рис. 1. Структура проактивного обслуживания
Рис. 2. Модель Ризона
Инструментом для анализа компонентов и особенностей эксплуатационных контекстов и их возможных взаимодействий с людьми является модель SHEL(L) (рис. 3), призванная дать общее представление о взаимосвязи индивидуумов с компонентами и особенностями рабочего места .
Рассмотренные выше стратегии и методы технического обслуживания авиационной техники направлены на устранение в основном очевидных неисправностей и отказов изделий функциональных систем (ФС) ВС.
Рис. 3. Модель БИЕЦЬ)
Накопленный опыт и практика расследования авиационных событий доказывают, что наличие любого скрытого недостатка в системе в виде опасного фактора или фактора риска может привести при определённых условиях к трансформации его в причину, которая и обусловливает последующее негативное событие.
Поэтому ИКАО предложила изменить содержание профилактических работ модели обеспечения безопасности полётов (ОБП) на проведение целенаправленной работы по выявлению и устранению
опасных факторов в каждом компоненте авиационной системы модели управления безопасностью полетов (УБП) (рис.
При внедрении управления БП (УБП) содержание профилактической работы определяется опасными факторами (ОФ) компонентов авиационной системы. Поэтому в соответствии с проактивным подходом в авиакомпаниях разрабатываются специальные методики, предназначенные для оценки степени риска прогнозируемых событий.
Рис. 4. Модели обеспечения (ОБП) и управления (УБП) безопасностью полетов: ОД - ошибочные действия, ОФ - опасные факторы, И - инциденты, СИ - серьезные инциденты, А - аварии, К - катастрофы
Практическая основа управления безопасностью - это управление рисками, методика которого изложена в «Программе управления рисками в отношении безопасности полётов». Переход от обеспечения (ОБП) к управлению безопасностью полётов (УБП) на практике означает проведение профилактических работ до развития авиационного события путём выявления и устранения источников
опасности (факторов риска) во всех компонентах авиационной системы.
В настоящее время расходы на техническое обслуживание составляют от 12 до 18% от прямых эксплуатационных расходов.
В соответствии с требованиями ИКАО на сегодняшний день одним из перспективных является метод упреждающего (проактивного) технического
обслуживания (Proactive Maintenance), основанный на использовании технологии прогнозирующего анализа (Predictive Analytics) компании Macsea.
Основанная на сборе и обработке информации технология позволяет прогнозировать дальнейшее развитие событий, реализована в пакете Macsea Dexter, который может осуществлять автоматический мониторинг и диагностику состояния любого оборудования. Система производит непрерывный анализ и обработку данных, оповещая оператора о появившихся или возможных проблемах, анализирует работу каждого компонента оборудования в реальном времени и прогнозирует его состояние и производительность в будущем .
По данным российской компании «Практическая Механика» при внедрении проактивного технического обслуживания время плановых остановов составляет не более 10% от общего времени работы оборудования, а среднее время между отказами по причине выхода из строя оборудования существенно увеличивается. По данным статистики прямые затраты на ТО при внеплановых ремонтах в 1,5 - 3 раза больше, чем при плановых, треть работ планово-предупредительных работ являются лишними, четверть запасных частей для ремонта лежит на складе без движения более двух лет.
Исследования компании Emerson Process Management показывают, что расходы на профилактическое обслуживание будут в 5 раз выше, а на обслуживание при необходимости - в 15 раз выше, чем в случае упреждающего подхода.
Основным направлением повышения эффективности работы авиакомпании является увеличение налёта часов и снижение себестоимости единицы транспортной продукции.
Применение метода упреждающего обслуживания сокращает время вынужденных простоев ВС на техническом обслуживании (ТО), материальные и человеческие ресурсы, что повышает рентабельность авиакомпании.
Встроенные бортовые устройства регистрации информации самолётов последнего поколения позволяют получить дополнительные данные результатов диагностирования состояния и работы функциональных систем ВС вне аэропорта базирования, что повышает вероятность определения источника опасности (отказа) и уменьшает потребность в непосредственном осмотре оборудования.
В среднем незапланированное время простоя для типичного технологического процесса может стоить 1-3% дохода и 3040% прибыли в год.
Мониторинг состояния ФС позволяет проводить ТО только тех изделий, которые этого требуют. Следовательно снижается общая трудоёмкость процедур технологического процесса, сокращаются расходы на материалы и объёмы запасного оборудования и сопутствующие затраты на его содержание, которые могут составлять 25% стоимости.
В процессе эксплуатации ВС его узлы и агрегаты подвергаются постоянному воздействию эксплуатационных факторов, влияющих на их техническое состояние, структурные параметры элементов изменяются, упорядоченность системы в целом и её функциональные качества ухудшаются, деградируют.
Работы теории старения машин Хрущова М. М., Зайцева А. К., Дьячкова А. К., Конвисарова Д. В. не дают полного анализа реального фактического состояния системы в целом, т.к. не учитывают случайного характера внешнего изменения условий работы отдельных её деталей и узлов (закономерностей ухудшения условий смазки во времени, нарушения регулировок в эксплуатации и т.д.) и не рассматривают работу изделий в комплексе.
Решение проблемы повышения надёжности ФС может быть получено только при комплексном подходе, предполагающем охват всех этапов эксплуатации на протяжении всего жизненного цикла ВС.
Анализ надёжности функциональных систем ВС показывает, что большин-
ство эксплуатационных отказов носит постепенный характер, и связано это с нарастающим старением изделий системы
Информацию о нарастающем старении систем можно получить из рассмотрения динамики некоторых определяющих параметров, как, например, количественная оценка механического износа элемента конструкции, расхода топлива, напряжения пружины, повышения вибрации вращающихся деталей; технологические и режимные параметры (температу-
ра, нагрузка, давление, влажность и др.); частицы износа в смазке и т.д.
Условия использования, приводящие к отклонению в параметрах источника отказа (условный отказ), вызывают разрушение материала объекта системы (начинающийся отказ), что является прямой причиной сбоев в работе (надвигающийся отказ), а это, в свою очередь, приводит к состоянию нарушения функционирования системы (крутому или катастрофическому отказу), как показано на рис. 5 .
Рис. 5. Схема развития отказа
Идея проактивного технического обслуживания оборудования заключается в обеспечении максимально возможного межремонтного срока эксплуатации оборудования за счет применения современных технологий обнаружения и подавления источников отказов.
Основой проактивного технического обслуживания являются:
Идентификация и устранение источников повторяющихся проблем, приводящих к сокращению межремонтного интервала объекта;
Устранение или значительное снижение факторов, отрицательно влияющих на межремонтный интервал или срок эксплуатации объекта;
Распознавание состояния объекта с целью проверки отсутствия признаков дефектов, уменьшающих межремонтный интервал;
Увеличение межремонтного интервала и срока эксплуатации объекта за счет проведения монтажных, наладочных и ремонтных работ в точном соответствии с техническими условиями и регламентом.
По сути, проактивное обслуживание предполагает тот же реагирующий подход, как и обслуживание по состоянию с контролем параметров, но в качестве диагностических признаков выбираются такие параметры системы, наблюдение которых даёт возможность контролировать глубинные причины деградации факторов стабильности системы. Мониторинг изменения свойств материала на ранних стадиях отклонения параметра источника отказа позволяет путём предупредительного обслуживания данного источника предот-
вратить дальнейшую деградацию системы в целом.
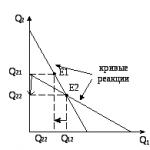
Характерные качественные особенности влияния различных подходов к техническому обслуживанию на процесс эксплуатации и межремонтные интервалы исследуемого объекта проиллюстрированы на рис. 6.
Кривая 1 (СоЗ) соответствует изменению состояния объекта эксплуатации при реактивном обслуживании (РО). Точка З соответствует поломке или отказу объекта или выработке ресурса, что предопределяет его замену или ремонт.
Время эксплуатации
Рис. 6. Зависимость уровня технического состояния объекта от времени эксплуатации при различных
видах обслуживания:
1 - реактивное обслуживание (РО), 2 - обслуживание по состоянию (ОС),
3 - проактивное обслуживание (ПО)
График 2 характеризует эксплуатацию объекта при обслуживании по состоянию (ОС) и состоит из трёх участков. Кривая СоО соответствует изменению параметров объекта эксплуатации до достижения ими предельной величины в точке
О. Горизонтальный участок ОР отражает время ремонта, а вертикальная линия РН -повышение уровня рабочего состояния объекта до величины С1. При этом время развития последующих отказов до ремонта в диапазоне от Т1 до Т2, Т3 и т.д. в среднем уменьшается, а начальный уровень состояния после проведения ремонта уже не достигает начального (С1<Со), так как отказы одних агрегатов системы оказы-
вают отрицательное влияние на работоспособность остальных.
График 3 характеризует эксплуатацию объекта при проактивном обслуживании (ПО). Как было отмечено выше, данный вид обслуживания является следующей ступенью развития метода ОС, поэтому общий вид зависимости 3 аналогичен графику 2. Точка П соответствует отклонению параметра источника отказа от нормы.
Горизонтальный участок отсутствует, т.к. корректировка состояния объекта до начального уровня Со, связанная с устранением глубинных причин отказов, как
правило, не требует временного выхода объекта из эксплуатации.
Данный рисунок наглядно отражает преимущества упреждающего подхода к ТО, основным из которых является отсутствие периодов вынужденного простоя объектов ТО, обусловленного ремонтом. Поэтому с некоторой долей идеализации для проактивного технического обслуживания характерен постоянный, не зависящий от времени эксплуатации уровень состояния С0 "вечного" агрегата, срок службы которого поддерживается путём систематического устранения источников дефектов, приводящих к преждевременному выходу его из строя.
По данным независимых опросов, средние показатели производственной экономии, достигнутые благодаря применению упреждающего подхода, составляют: рентабельность инвестиций - десятикратная, сокращение расходов на обслуживание - 25-30%, сокращение количества аварий - 70-75%, уменьшение времени простоя - 35-45%, увеличение производительности - 20-25%.
В связи с этим можно ожидать значительного эффекта от внедрения упреж-
дающего подхода к ТО функциональных систем ВС, в том числе и увеличения сроков их эксплуатации.
Библиографический список
1. Doc. 9859 - AN/474. Руководство по управлению безопасностью полетов [Текст]. - ИКАО. - 2009.
2. Doc. 9859 - AN/460. Руководство по управлению безопасностью полетов [Текст]. - ИКАО. - 2006.
3. Хоске, М. Заботимся о «здоровье» оборудования [Текст] / М. Хоске // Control Engineering. - Россия. - Июль, 2006. -С.12-18.
4. Александровская, Л. Н. Современные методы обеспечения безотказности сложных технических систем [Текст] / Л. Н. Александровская, А. П. Афанасьев, А. А. Лисов. - М.: Логос, 2001. - 208 с.
5. Fitch, E.C. Extending Component Service Life Through Proactive Maintenance / E.C. Fitch // An FES/BarDyne Technology Transfer Publication #2. Tribolics, Inc., 1998.
PROSPECTS OF DEVELOPMENT OF METHODS OF MAINTENANCE OF COMPLEX SYSTEMS OF AIRBORNE EQUIPMENT COMPLEX
© 2012 N. V. Сhekrizhev, A. N. Koptev
Samara State Aerospace University named after academician S. P. Korolyov
(National Research University)
The paper deals with the principles of a qualitative approach to a perspective method of proactive maintenance for complex systems of aircraft on-board equipment.
Flight safety, management of risks, development offailure (refusal), proactive maintenance.
Чекрыжев Николай Викторович, доцент кафедры эксплуатации авиационной техники, Самарский государственный аэрокосмический университет имени академика С. П. Королёва (национальный исследовательский университет). Е-mail: [email protected]. Область научных интересов: контроль и испытания ЛА и их систем.
Коптев Анатолий Никитович, доктор технических наук, профессор, заведующий кафедрой эксплуатации авиационной техники, Самарский государственный аэрокосмический университет имени академика С. П. Королёва (национальный исследовательский университет). Е-mail: [email protected]. Область научных интересов: контроль и испытания ЛА и их систем.
Nikolay ^ekrizhev, associate professor of the aircraft maintenance department, Samara State Aerospace University named after academician S. P. Korolyov (National Research University). E-mail: [email protected]. Area of research: Control and testing of aircraft and their systems.
Anatoliy Koptev, doctor of technical sciences, professor, head of the aircraft maintenance department, Samara State Aerospace University named after academician S. P. Korolyov (National Research University). E-mail: [email protected]. Area of research: Control and testing of aircraft and their systems.
СВАРКА. РЕНОВАЦИЯ. ТРИБОТЕХНИКА: тезисы докладов / Отв. ред. ; М-во образования и науки РФ; ФГАОУ ВПО “УрФУ им. первого Президента России Б.Н. Ельцина”, Нижнетагил. технол. ин-т (фил.). – Нижний Тагил: НТИ (филиал) УрФУ, 2013. – 76 с.
Во время ремонтных остановок выполняется ревизия механизмов и замена изношенных деталей новыми. Частота ремонтов может определяться частотой отказов оборудования – ремонты по отказу . Но они занимают много времени, так как к ним нет возможности подготовиться. В исправление этого разработаны планово-предупредительные ремонты (ППР), которые выполняются после определённой наработки. Такой подход сокращает время ремонтов, но допускает преждевременные ремонты, ибо износ не повторяется с большой точностью. С 90-х годов наличие неисправностей определяют вибродиагностикой работающего оборудования. Это исключает преждевременные ремонты, что нашло отражение в названии ремонтов – по фактическому состоянию (РФС). Дальнейшее сокращение ремонтов возможно увеличением послеремонтной наработки оборудования. Это достигается применением мер по замедлению износа; такие ремонты получили название проактивных (ПАР). Содержание проактивной части ремонтов:
- оптимизация внешнего воздействия, в том числе снижение пиковой (от вибраций, ударов и прочего) его составляющей;
- оптимизация смазки;
- упрочнение рабочих поверхностей.
Оптимизация внешнего воздействия
Внешнее воздействие, вызывающее износ, определяется мощностью оборудования. Но снижение мощности влечёт падение производительности. Тем не менее, такой путь возможен, если годовая выработка оборудования, эксплуатирующегося с меньшей нагрузкой, за счёт малых ремонтных простоев окажется больше, чем в случае работы с большой нагрузкой и значительными ремонтными простоями и издержками.
Другой путь оптимизации внешнего воздействия заключается в уменьшении его разрушающего действия без снижения мощности, путём снижения концентрации напряжений . Например, корпус 12-метрового штампа для формовки труб большого диаметра после непродолжительной эксплуатации разломился надвое. Его ремонтная сварка без дополнительных мер по усилению представлялась не перспективной. Анализ напряжённого состояния конструкции показал, что уровень эквивалентных напряжений по линии излома резко снижается в результате изменения всего лишь на 7° угла расположения нижних рёбер жёсткости. Последующая эксплуатация модернизированного штампа подтвердила справедливость этого решения.
Пиковая составляющая нагрузки может появляться от неполадок. Твёрдая наплавка торцов тележек обжиговых машин не только снизила износ и частоту ремонтов самих тележек, но за счёт того, что одновременно устранился перекос тележек, снизились нагрузки на приводную звёздочку и вчетверо уменьшились замены её секторов.
Пиковые нагрузки создаёт вибрация. Вакууматор состоит из ёмкости с двумя патрубками. Через один расплав стали всасывается в вакууматор, а через другой – сливается обратно в ковш. Всасывающий патрубок при работе создавал вибрацию, которая разрушала огнеупорную футеровку. Скрепляющие элементы снизили вибрацию и вдвое увеличили стойкость вакууматора.
Оптимизация смазки
Смазка представляет собой прослойку, которая переводит внешнее (большое) трение поверхностей во внутреннее (небольшое) трение смазочного материала. Различают жидкостную смазку, когда трущиеся поверхности разделяет сплошной устойчивый слой смазочного вещества, и граничную смазку – с более тонким и прерывистым слоем масла. Жидкостная смазка обеспечивается особым устройством подшипников, а граничная – получается в результате свободного размещения на поверхностях трения смазочных веществ. В качестве последних исторически первыми применялись масла животного и растительного происхождения. В последней четверти XIX века началось производство более дешёвых минеральных масел из нефти. Их свойства оказались не так хороши, поэтому шёл длительный процесс улучшения их присадками. К середине XX века относится появление синтетических масел. Имея низкую вязкость, мало зависящую от температуры, и химическую стабильность, они обеспечивают лучшие смазочные свойства, благодаря чему достигается снижение трения и износа по сравнению с нефтяными маслами.
В 30-х годах XX века стал известен эффект Ребиндера . Он показал, что трение способен снижать чрезвычайно тонкий (5 нм) слой поверхностно-активных веществ (ПАВ), который можно назвать “невидимой смазкой”. Для нанесения ПАВ на поверхность на Западе был разработан раствор, названный “Эпилам”. В дальнейшем новые растворы ПАВ по аналогии продолжали именовать эпиламами, присваивая каждому оригинальное название (марку). В 60-х годах в НИИЧаспроме был разработан эпилам ЭН-3 – раствор стеариновой кислоты в изооктане. Затем появились и совершенствуются эпиламы на основе фторированного ПАВ. Например, 0,05% раствор перфторполиэфирной кислоты 6МКФ-180 в Хладоне 113 (эпилам Эфрен-2). Эпиламовая “невидимая смазка” не отменяет применения обычной смазки, но повышает её эффективность (снижая трение и износ), за счёт исключения контакта трущихся поверхностей несмазанными участками. Эпиламирование предусматривает предварительное обезжиривание поверхности, смачивание её эпиламом и сушку на воздухе, что вполне доступно к применению в ремонтах.
В 60-х годах в СССР было зарегистрировано научное открытие №41 – “эффект безызносности”. Его суть в том, что из смазки, содержащей мелкодисперсные частицы, на поверхностях трения осаждается их тонкий слой. За ним признаётся способность изнашивания и восстановления по мере увеличения зазора между поверхностями трения. Таким образом, несмотря на трение и изнашивание, первичные поверхности деталей, будучи защищёнными осажденным слоем, остаются без износа. Отсюда происхождение названия “эффект безызносности”. Для его достижения в масла добавляют дисперсные порошки мягких (медь, серпентинит, фторопласт) и твёрдых (керамика, алмаз) материалов. Наиболее устойчивые представления о них следующие. Медные добавки плохо удерживаются на поверхности, поэтому требуется их постоянное присутствие в смазке. Серпентинит обладает способностью к диффузии с созданием прочного слоя с низким коэффициентом трения. Твёрдые частицы алмаза и керамики, заполняя микронеровности, создают некоторое подобие подшипника качения. Добавками к маслам достигается восстановление износа без разборки механизмов и снижение трения .
Оптимизация выбора смазочных материалов может дополняться совершенствованием систем доставки их к узлам трения. Этим без капитальных вложений продлевается межремонтная наработка оборудования.
Упрочнение рабочих поверхностей
Для всех сочетаний пар трения существует некоторый диапазон нагрузок и скоростей трения, в котором износ на несколько порядков ниже, чем вне этого диапазона. В машиностроении идёт непрерывный поиск путей перемещения указанного диапазона в области более высоких значений давлений и скоростей. При этом важную роль играет упрочнение. В третьей четверти XX века широкое его применение (закалка ТВЧ, цементация, азотирование, наплавка, напыление и прочее) позволило существенно замедлить износ и увеличить (до микронного уровня) точность изготовления деталей. Без упрочнения повышение точности не имеет смысла, ибо в этом случае дорогостоящие микронные сопряжения из-за быстрого износа превращаются в рядовые уже в начале эксплуатации. Благодаря микронной подгонке деталей, минимизированы зазоры, снижен шум, динамические нагрузки, вибрация, появилась возможность работы с минимальным изнашиванием на больших скоростях. В механизмах убрали регулировочные элементы, служащие для выборки зазоров при быстром изнашивании, что также положительно отразилось на надёжности машин и оборудования. Машины нового поколения столь существенно увеличили наработку, что их называли “безремонтными”.
Охват упрочнением функциональных поверхностей машин ещё не оптимален, поэтому работы по упрочнению во время ремонтов вполне оправданы. Обратим внимание на карбонитрацию и ручную плазменную закалку. Они разработаны не так давно, но имеют перспективы для применения, именно при ремонтах, так как относятся к категории финишных.
Карбонитрация – разработана в СССР в 70-х годах и представляет собой насыщение поверхности азотом и углеродом в расплаве соли цианата калия. Свойства карбонитрированного слоя подобны свойствам слоя, полученного азотированием. На поверхности имеется тонкий слой (около 5 мкм) твёрдого карбонитрида, под которым располагается насыщенный азотом слой (0,2 мм) с постепенно убывающей твёрдостью. Отличие в том, что азотированием упрочняются только легированные стали, а карбонитрация способна упрочнять обычные углеродистые стали ().
Таблица 1 – Твёрдость карбонитрированных поверхностей (измерения выполнены ультразвуковым твердомером УЗИТ-3)
| Сталь | Ст.3 | 40 | 40Х | У8 | 65Г | ХВГ | Х12М | 20Х16МГСФР |
|---|---|---|---|---|---|---|---|---|
| HRC | 35 | 45 | 52 | 56 | 59 | 63 | 64 | 68 |
Карбонитрация не требует такой тщательной предварительной очистки как азотирование и выполняется гораздо быстрее (2 ч вместо 48 ч), чем азотирование. Детали машин могут изготавливаться по чертёжным размерам и сразу после карбонитрации направляться в эксплуатацию. При этом снижается трудоёмкость изготовления, приобретается износо- и коррозионная стойкость. Например, применение карбонитрации вместо закалки ТВЧ снизило расход ведущих валов-шестерней редуктора бурового станка СБШ-250 в 6 раз.
Natalia Popova | 19.04.2018
Чем быстрее компания внедрит в работу с клиентами формат проактивного сервиса, тем больше у нее шансов выжить. Об этом FashionUnited рассказала Елена Столярская, эксперт Fashion Consulting Group по сервису, создатель Luxury Training Academy в Mercury, автор интенсивного курса «Сервис класса luxe».
Елена, расскажите, пожалуйста, для чего организовывалась Luxury Training Academy в компании Mercury, как все было устроено?
Когда 6 лет назад я пришла в компанию Mercury, там уже существовала система обучения, профессиональная и структурированная. Она включала в себя обучение всех сотрудников бутиков, от продавцов до директоров. Безусловно, большое внимание уделялось обучению продавцов, навыкам их работы с клиентами, технологии продаж. Компания уже тогда была лидером по уровню качества обслуживания клиентов. Но менялся рынок, менялись требования клиентов. И в определенный момент стало понятно, что знаний технологий продаж стало недостаточно. Luxury - сегмент особенный, клиенты особенные, планка их требований к сервису класса Luxe постоянно растет. Тогда мы провели глубокий анализ потребностей рынка, клиентов, изучили опыт и методы работы с клиентами ведущих брендов люксового сегмента, самых известных бутиков Европы и мира. Мы приглашали иностранных специалистов, которые делились с нами этим опытом. И в итоге пришли к тому, что стали говорить об обучении не только технике продаж, но и, собственно, сервису высокого класса. Так родилась концепция Luxury Training Academy.
Пожалуйста, поясните, чем отличается техника продаж от сервиса.
Техника продаж — это стандартные этапы продаж, некий список действий, которые продавец должен выполнять: как подготовиться к встрече клиента, как установить с ним контакт, с каких фраз начинать общение, что говорить в процессе работы с клиентом, для завершения покупки, как говорить, как перемещаться по залу, какие вопросы задавать, как презентовать товар и так далее. Это абсолютно технологичный момент, и в том или ином виде этому обучали в любом магазине. Выполнение этих техник можно легко оценить по чек-листу работы продавца.
Тайные клиенты несколько лет назад оценивали именно этот список действий: что сделано и что не сделано, улыбнулись ли продавцы, предложили ли дополнительный товар и так далее. Удивительно, но вспомните, еще не так давно приветливо поздоровавшийся, внимательный продавец был большой редкостью, исключением. Но с каждым годом ожидания и уровень требований клиентов становились выше. И когда техника продаж стала привычным стандартом, клиенту этого стало мало. По оценкам и отзывам тайных клиентов мы видели следующую картину: они говорили, что все этапы продажи были выполнены, но этого было недостаточно. Многие отмечали, что им чего-то не хватило: человеческого внимания, интереса к ним самим, их потребностям, а продавцы работали только по запросу, не проявляя никакой инициативы. И тогда мы поняли, что стало важно не то, что ты делаешь, а то, как ты это делаешь. И что обычными технологиями теперь уже никого не удивишь.
Приведу пример из сферы гостеприимства. Определенный уровень обслуживания, сервиса, вне зависимости от количества звезд отеля, стал нормой. И то, к чему стремятся и чего добиваются от своих сотрудников управляющие отелем — чистота, порядок, четкое функционирование всех систем, отлаженные процессы, быстрота и вежливость в обслуживании клиентов, никто уже не замечает, потому что это стало ожидаемым стандартом. Удивить и порадовать клиентов сейчас может то, что они получают сверх своих ожиданий, того, за что они заплатили деньги. И это, как правило, не материальные истории, а эмоциональные, связанные с вниманием к клиенту. Теперь важно суметь превзойти ожидания потребителя, предлагая сервис, ценность которого была бы условно дороже, чем то, за что человек реально в итоге платит. И очевидно, что персонал надо учить не только функциональной части, но и эмоциональной составляющей, выстраиванию долгосрочных отношений с клиентом. Мы наблюдали за работой «звездных» продавцов, анализировали причины их успешности. Встречая своих клиентов, работая с ними, меньше всего они говорят с ними о вещах. Они говорят с клиентами о них самих, их желаниях, настроении, ощущениях. В процессе общения возникает доверительная атмосфера, клиент видит перед собой не только профессионала, но и друга, которому он интересен. Таким образом, взяв за основу опыт профессионалов и учтя все пожелания наших клиентов, мы построили систему максимально персонализированного клиентского сервиса. Эта система - основа лояльности и долгосрочных отношений с клиентами. Своеобразный такой CRM с человеческим лицом.
Что же дала такая система обучения бутикам Mercury?
Основное преимущество - высочайший уровень сервиса. В бутиках не смотрят на входящих посетителей оценивающе. Мы все прекрасно знаем, как некомфортно заходить в некоторые бутики, потому что продавцы сразу же начинают «сканировать» твой внешний вид - обувь, сумку, часы, чтобы понять, сколько денег ты сможешь потратить. Мы поставили перед собой задачу максимально уйти от этого некомфортного для клиента ощущения и полностью переформатировать сознание продавцов. Посыл такой: все клиенты — гости, и главная задача - познакомить их с брендом, влюбить в коллекцию, вне зависимости от того, захотят ли они сейчас что-то купить или нет. Грубо говоря, основная цель — вынуть руки из кошелька клиента. И именно тогда он захочет у вас остаться. Ведь большинство клиентов приходят в магазин, не зная, что конкретно они хотят.
Вот как вы думаете, зачем люди идут в магазин одежды? Вы удивитесь, но только 20 проц людей, заходя в магазин, четко знают, чего они хотят. Это те, кто приходит, чтобы купить подарки или вещь для какого-то события. С такими клиентами, как правило легче установить контакт, так как они сразу говорят, чего хотят. А остальные 80 проц приходят без конкретного запроса, и причины бывают разные: у них хорошее или плохое настроение, хочется порадовать себя, приятно провести время и так далее. Именно поэтому самое ужасное, что можно спросить у такого человека, это «Вы что-то конкретное ищете?». Потому что этот человек пришел в магазин за эмоциями, а не за вещами. И у него просто нет ответа на этот вопрос.
Правильно ли мы понимаем, что все перечисленное вами можно отнести не только к люксовому сегменту? А какие есть особенности, характерные только для премиальных магазинов?
Люкс — это некая ритуальность. Все в деталях и мелочах: как демонстрируются сумки, одежда, обувь, украшения, как работают в примерочной с клиентом, как подается кофе и так далее. В работу продавцов мы начали добавлять такие моменты, когда поняли, что должно быть что-то, отличающее люкс от остальных сегментов. Здесь также важна отлаженная командная работа. У продавца всегда должен быть ассистент. У клиента должно быть ощущение, что продавец занимается только им. По сути, он не продавец, а персональный консультант, стилист, даже психолог. Это все для того, чтобы был персональный контакт с клиентом и было проще понять, что именно ему подобрать и в чем он нуждается, даже если он сам об этом не знает.
Главное отличие люксовых магазинов от остальных сегментов в том, что заходя в бутик, человек начинает ощущать, что все вращается вокруг него и все «работает как часы». Это значит, что покупателю не нужно озвучивать свои желания или потребности, достаточно взгляда или движения, чтобы ему принесли или показали именно то, что ему нужно. Консультант умеет предугадывать желания клиента. Он искренне интересуется тем, что важно для клиента, критериями его выбора, чтобы подобрать именно то, что нужно. Когда консультант приносит вещи, он приносит не только тот размер, который просил клиент, но и размер до и размер после, плюс какие-то альтернативные модели. Он продает не отдельную вещь, он продает образ. Предлагает идеи различных образов для различных ситуаций. Он знает и помнит постоянных клиентов, их вкусы, привычки, предпочтения, знает, какой кофе они любят, как зовут их детей и так далее. Совокупность всего перечисленного создает ощущение волшебности люкса. Это так называемая «надстройка» над стандартными техниками продаж.
Перечислите основные пункты этой «надстройки».
Говоря об этом, надо понимать, что люкс строится на трех основных аспектах: профессиональном, человеческом и эстетическом. Их баланс создает общее впечатление. Если говорим про профессиональный аспект, это значит, что продавец должен быть экспертом в своем деле. Если он работает в fashion, то быть в курсе модных тенденций, знать все о брендах, которые представлены не только в магазине, где он работает, но и в магазинах конкурентов, понимать и объяснять дизайнерские концепции, знать состав материала и его свойства, иметь хороший вкус и навыки стилиста. Ответа «я не знаю» не должно быть в его речи.
В процессе обслуживания существует опасность делать акцент только на одном аспекте обслуживания в ущерб двум остальным. И чаще всего основное внимание уделяется именно профессиональному аспекту, так как он напрямую связан с эффективностью. Но клиент будет вас оценивать по двум следующим аспектам, так как они связаны с эмоциями. А именно эмоции и впечатления человек запоминает лучше всего.
Человеческий аспект означает умение выстраивать доверительные отношения. Для любого из нас есть один человек, о котором больше всего хочется говорить или слушать - это он сам. Клиенту важно видеть особенное отношение к себе. Знать, что его помнят, ждут, как дорогого гостя, здесь ему рады. Это самый важный аспект, потому что он формирует привязанность человека, его лояльность к вашему бутику, к вам. Приведу пример. Постоянная клиентка Dolce&Gabbana рассказывает, придя в бутик: «Все лето провела в Италии. Заезжала в Милан, заходила в D&G, ребенок брюки порвал, купила ему там новые». Лето, Милан, сейл, бутики… Логичный вопрос: «А себе что-нибудь купили?». Ответ: «А зачем? Я вот к вам приехала обновить гардероб, мне тут комфортнее и приятнее!». И все понимают, почему. Здесь ее все знают, ей рады, слушают рассказы про отдых, сына, в курсе всех ее предпочтений, знают, что она любит, что ей идет и т.д. И она готова платить за это. Потому что роскошь начинается тогда, когда эмоциональная составляющая оказывается сильнее прагматичной.
Кажется, что все очевидно, но до сих пор навык выстраивать доверительные человеческие отношения очень мало используется в бизнесе. Начните по-новому общаться с клиентами, говорите с ними о них, покажите искренний интерес, и это может стать вашим серьезным конкурентным преимуществом.
Третий аспект - эстетика. Она является особенной чертой для мира роскоши. В люксе все, что окружает покупателя, должно быть красиво и элегантно. Здесь важно не упустить ни одной мелочи. Внешний вид продавца, его прическа, обувь, чистота витрин, зеркал, запахи, посуда, в которой подаются напитки - все должно быть идеально с точки зрения эстетики. Именно по этим мелочам создается общая картина, представление о месте. И именно мелочь может убить все впечатление и атмосферу люкса. Факт: если из 10 сотрудников, находящихся в зале, у 9 будет идеально чистая обувь, а у одного - нет, то именно на него обратит внимание клиент. И будет рассказывать потом, что у вас все сотрудники ходят в грязной обуви. Важно всегда помнить об этом и тщательно следить за тем, что вас окружает.
А почему вы считаете, что сегодня так важен сервис и важно работать «не по запросу», как вы говорите?
Так называемая «работа по запросу» была возможна тогда, когда шел большой поток клиентов. Эти времена, увы, прошли. Важно с каждым клиентом работать как с единственным и очень значимым для вас. И вот тогда на первый план выходит проактивный сервис.
Девиз сегодняшнего дня: «Вращайте свой мир вокруг клиента и больше клиентов будет вращаться вокруг вас».
На самом деле, это относится ко всем сферам деятельности. И чем быстрее компания перестроится и внедрит в работу с клиентами формат проактивного сервиса, тем больше у нее шансов выжить. Даже если сейчас есть поток клиентов, он может закончиться в один момент. Сегодня варианты совершения покупок настолько разнообразны и многочисленны, что эксклюзива ни в товарах, ни в услугах фактически нет. Предложения намного превосходят спрос. Теперь покупатель перед походом в магазин или в салон делает мини-исследование. И когда он, например, по каким-то причинам выбрал именно вас, вы должны приложить максимум усилий, чтобы он к вам вернулся. И это можно сделать только при помощи сервиса. Такого, который запомнится. О котором клиент будет рассказывать своим друзьям и коллегам.
«Сервис класса luxe» - это история не только о люксе сейчас? На кого рассчитан ваш курс в Fashion Consulting Group?
Если говорить о курсе, то он будет актуален для любой компании, напрямую работающей с клиентами. Он для тех, кто хочет, чтобы его бизнес был конкурентоспособен в современных условиях рынка.
В первом блоке мы разбираем суть клиентского сервиса. Во втором учим, как превзойти ожидания клиента, а также отличаться от своих конкурентов и быть на полшага впереди за счет уникальных и неповторимых решений. В третьем блоке учим выстраивать долгосрочные отношения: например, как звонить и писать клиенту, чтобы звонки и сообщения воспринимались позитивно и были эффективными. Четвертый блок посвящен работе с жалобами и рекламациями, и в принципе с недовольными и агрессивными клиентами. Очень актуальный блок с учетом того, что в настоящий момент мы живем в состоянии повышенной тревожности, что делает людей более агрессивными. Мы обсудим, как обезопасить себя в конфликтных ситуациях, как корректно выходить из них, как не брать на себя негатив, и, в то же время, — как сохранить клиента. И пятый блок - это работа с клиентами различных психотипов, очень важный момент. Это абсолютно прикладной рабочий инструмент, который был разработан специально для бизнеса, Он позволяет максимально быстро подстроиться под клиента, быть с ним «на одной волне», помогает выстраивать долгосрочные отношения, исходя из личностных особенностей клиента.
Фото предоставлены Fashion Consulting Group
В настоящее время многие компании стали сокращать свои затраты, и большинство из них, помимо процессов продаж и закупок, стали оптимизировать процессы технического обслуживания и ремонта оборудования (ТОРО). Ведь, если раньше кредитные деньги были доступны, и существующее оборудование можно было легко обновить, то сейчас приходится довольствоваться имеющимися мощностями, что требует серьезной оптимизации процесса ТОРО уже сейчас.
Ключевые принципы ТОРО
Для большинства ключевых российских отраслей процесс ТОРО можно назвать одним из основных. В нефтяной, перерабатывающей, машиностроительной, транспортной, фармацевтической, телекоммуникационной и многих других отраслях затраты на ремонт оборудования являются ключевыми, а значит содержат серьезный потенциал для оптимизации. К тому же для многих российских компаний оборудование является ключевым элементом производственного цикла, и «выжать» из него по максимуму является одной из задач менеджмента. Хорошо известно, что на рынке победит та компания, которая сможет с меньшим ресурсом поддерживать требуемое качество результатов, и серьезное условие этого – правильно выстроенный процесс технического обслуживания и ремонта оборудования (ТОРО).
На стратегическом уровне в процессе ТОРО для руководителя существует одна ключевая задача – найти баланс между производительностью и надежностью оборудования и его стоимостью владения. С одной стороны, можно использовать превентивное (плановое) управление ремонтами, что надежнее, но и дороже. А с другой стороны, можно обходиться реактивными действиями по замене и ремонту оборудования в случае его отказов, что дешевле, но за счет надежности. Именно поэтому для эффективного управления ремонтами требуется совмещение в данном процессе сразу нескольких управленческих подходов. врезка «Один из главных факторов операционного совершенства — эффективная работа оборудования.
Многие российские компании заметно отстают по этому показателю от западных: оборудование слишком часто ломается, простаивает, неразумно эксплуатируется. Причину такого положения стоит искать в сфере, которая находится на периферии внимания руководителей. Это — ремонты и техобслуживание. Реорганизовать ее с учетом современных требований нелегко, но необходимость преобразований с каждым годом будет ощущаться все острее». (McKinsey) конец врезки В первую очередь все активности в рамках процесса ТОРО можно разделить на две основные части – плановые и внеплановые работы. В основе плановых ремонтов лежит несколько принципов планирования (по календарю, по наработке, по состоянию), все это можно назвать проактивными (предупредительными) ремонтами.
Также к плановым ремонтам можно отнести работы по регламентному обслуживанию оборудования. В рамках таких плановых активностей, ключевую роль играет качество планирования, и здесь необходимо анализировать множество различной информации, как по статистике отказов оборудования, так и по параметрам, характеризующим состояние оборудования в настоящий момент. Помимо качества «телеметрии» состояния оборудования, на качество планирования ремонтов влияет и логика процессов обработки неисправностей и правильность формирования заявок на выполнения ремонтов и множество других факторов. Внеплановые работы в процессе ТОРО заключаются в устранении последствий аварий оборудования. Такое может случиться, если плановый ремонт не снял всевозможные риски, и отказ все-таки произошел. В этом случае, необходимо максимально быстро восстановить работоспособность оборудования, обеспечив непрерывность бизнеса.
По такой реактивной схеме может обслуживаться оборудование, не задействованное напрямую в производственном процессе, отказ которого не принесет серьезного ущерба. Можно выделить четыре ключевых принципа организации процесса ТОРО. Наиболее надежный из них проактивный подход (плановый ремонт по календарю), подразумевает приоритетность техобслуживания и ремонтов для критичного оборудования, например, если закончилось время регламентного срока службы, то просто меняем оборудование, не смотря на то, что оно еще может работать. Однако, если с помощью такого подхода ремонтировать все оборудование, то затраты компании серьезно вырастут. Именно поэтому такой подход используют лишь для критичного оборудования, поломка которого может привести к простою компании и нанести большие убытки.
Следующим подходом является комбинированный подход к обслуживанию оборудования. Этот подход позволяет планировать ремонт по фактическому состоянию, т.е. контролируем работу существующего оборудования, и не дожидаясь поломки, меняем его на основании ухудшения его параметров. Реализация ремонтов по такой схеме уменьшает надежность, но зато делает затраты меньше, чем в первом варианте. В тоже время необходимо отметить, что комбинированный подход требует серьезной системы мониторинга оборудования, ведь без нее предотвратить аварию будет сложно. Еще одним вариантом организации ремонтов является причинно-следственный анализ на основании поломок или отказов. Этот подход уже можно назвать реактивным, однако он содержит анализ причины поломок и планирование мероприятий по их минимизации в будущем.
Таким образом, в случае аварии оборудования, восстанавливаем его максимально быстро, а затем анализируем причины аварии, и планируем корректирующие мероприятия по предотвращению поломок в будущем. Наиболее простым подходом к ремонту оборудования является обслуживание по факту отказа или поломки. При обнаружении поломки ремонтируем оборудование в кратчайшие сроки, после чего не предпринимаем усилий до следующей неисправности. С одной стороны дешево, а с другой вполне возможно, что необходимой запчасти на складе нет, или процедура замены технологически сложна, поэтому убытки от простоя оборудования могут быть больше полученных преимуществ от сокращения затрат. И не смотря на то, что общая практика ремонтов склоняется к проактивному принципу организации процесса ТОРО, в жизни приходится использовать все вышеперечисленные подходы для разных типов оборудования. При этом, типизация оборудования ведется исходя из анализа рисков, которые присущи определенному производству с учетом этапов жизненного цикла оборудования. Например, если реализован непрерывный производственный цикл, и отказ оборудования приведет к нарушению цикла, то безусловно ремонты нужно будет выполнять на превентивной основе. В тоже время, если от отказа компонента производство не остановится, то можно сокращать затраты используя реактивный подход.
Совершенствование процесса ТОРО
Для оптимизации любого процесса, и в том числе ТОРО, необходимо сформировать цель, которую это процесс должен обеспечивать. Например, цель может выглядеть следующим образом — обеспечивать надежность, бесперебойность и безопасность оборудования экономически целесообразным образом. При этом для оценки качества существующего процесса ТОРО можно использовать следующие показатели: ·
- средняя механическая готовность, например 95 %; ·
- затраты на ТОРО; ·
- факт/план рабочей мощности; ·
- % простоя оборудования (ремонты); ·
- качество планирования ТОРО; ·
- необходимый объем складских запасов комплектующих и запасных частей; ·
- количество инцидентов с оборудованием за период; ·
- среднее время устранения неисправности.
Анализирую данные показатели в динамике, можно определить те направления оптимизации процесса, которые позволяет его усовершенствовать. Но это только вершина айсберга, ведь для полноценного анализа процесса ТОРО необходимо куда больше показателей. И здесь требуется анализировать две сквозные цепочки процесса. Первая — от обнаружения неисправности до ее устранения, и вторая — от планирования ремонтов до исполнения плана. При этом совмещение проактивного и реактивного управления требует синхронизировать эти цепочки между собой, что является непростой управленческой задачей. Дополнительных сложностей в работе процесса ТОРО добавляет необходимость интеграции с производственным процессом и процессом закупок, что требует определенных мероприятий и в этих направлениях.
Поэтому на практике, в качестве основных направлений совершенствования процесса ТОРО выбираются следующие: ·
- приоритезация оборудования с учетом оценки рисков негативного воздействия от неисправности; ·
- определение алгоритмов планирования ремонтов и устранения отказов в зависимости от определенных приоритетов по оборудованию; ·
- синхронизация проактивной (плановой) и реактивной (срочной) деятельности по процессу; ·
- синхронизация ремонтов с закупками запасных частей и комплектующих, а также с производством; ·
- контроллинг существующих процессов ТОРО.
Для целей совершенствования в рамках процесса ТОРО можно выделить два основных контура управления — стратегический и тактический.
Уровень стратегического управления процессом ТОРО.
Фактически в рамках данных работ формируется концепция и основные правила процесса ТОРО, а также отслеживается его эффективность. Какие риски присущи бизнесу? Сколько аварий произошло в прошлом году? Каковы убытки в настоящее время? Сколько средств можно потратить на непрерывность бизнеса? Какое оборудование мы будем обслуживать проактивно? Какое оборудование для нас некритично? На практике вопросов еще больше, и ответы на них необходимо найти для оптимизации управления ТОРО. В тоже время на стратегическом уровне определяются допустимые границы затрат, которые в свою очередь являются ограничениями для построения логики и методологии процесса ТОРО. Производственный процесс в большинстве случаев серьезно влияет на процесс ТОРО, ведь если для ремонта нужна остановка оборудования, то необходимо сделать это в пик минимального спроса, чтобы у компании был резерв по мощностям. В дополнение ко всему закупки не должны давать опозданий по времени, иначе план ремонтов будет постоянно нарушаться, а среднее время устранения неисправности расти. Когда все стратегические вопросы решены, можно начинать совершенствование процесса ТОРО на тактическом уровне.
Тактический уровень процесса ТОРО
На этих шагах уже идет оперативная работа по обработке неисправностей и выполнению плана ремонтов, именно тут формируются сообщения об отказах, создаются заказы на работы, формируются заявки на закупку запасных частей, проводятся сами ремонтные работы. На тактическом уровне становится важна логика обработки потока работ, а также учет всей необходимой информации по оборудованию и персоналу, поэтому на практике, автоматизация процесса ТОРО начинается именно с этого уровня.
Автоматизация процесса ТОРО
Использование специализированных ИТ- решений в процессе ТОРО позволяет сократить простои, снизить затраты на ремонты, а также повысить эффективность использования оборудования и персонала. Еще в 90-х годах аналитическая компания Gartner Group ввела термин EAM (Enterprise Asset Management — управление активами предприятия). Системы этого класса предназначены для автоматизации процесса ТОРО и отвечают за управление всем жизненным циклом оборудования, начиная с проектирования, изготовления, монтажа и сборки, а также, последующего обслуживания, сервисных и профилактических работ, модернизации, реконструкции и списания. Классическая EAM-система имеет следующую функциональность: ·
- проектирование процессов технического обслуживания оборудования; ·
- управление поставками оборудования; ·
- управление монтажом оборудования; ·
- предупредительное обслуживание (ремонт по состоянию); ·
- контроль и управление ремонтным персоналом (квалификация, учет работ); ·
- планирование и диспетчеризация нарядов на работы; ·
- учет всех расходов на ремонтные работы; ·
- управление складскими запасами; · и т.д.
При этом статистика внедрений ЕАМ- систем свидетельствует об их чрезвычайно высокой отдаче. На практике большинство проектов окупается менее чем за два года. При этом типовым результатом является сокращение затрат на ремонтные работы на 20%.
Согласно исследованиям консалтинговой группы A.T. Kearney, изученные случаи внедрения EAM-систем характеризовались получением, в среднем, следующих выгод: ·
- Повышение производительности работ по ТОРО 29% ·
- Повышение коэффициента готовности 17% ·
- Сокращение складских запасов 21% ·
- Уменьшение случаев нехватки запасов 29% ·
- Увеличение доли плановых ремонтов 78% ·
- Сокращение аварийных работ 31% ·
- Сокращение сверхурочных работ 22% ·
- Сокращение времени ожидания запчастей 29% ·
- Сокращение срочных закупок ТМЦ 29% ·
- Более выгодные цены на закупаемые ТМЦ 18%
Однако, несмотря на множество отчетов в информационной системе автоматизирующей процессы ТОРО, не всегда существующий функционал позволяет «увидеть» фактический процесс ТОРО. И именно для этого компанией IDS Scheer разработан специализированный инструментарий ARIS Process Performance Manager (ARIS PPM), который позволяет «восстановить» существующий процесс ТОРО, а также провести его всесторонний анализ для определения направлений дальнейшей оптимизации. Основное внимание в ARIS PPM уделяется анализу самого процесса ТОРО через временные, объемные и стоимостные показатели. Такой расширенный анализ позволяет анализировать как логику организации процесса, так и эффективность его участников на основании данных в EAM – системе.
Использование инструментария ARIS PPM для оптимизации процесса ТОРО позволяет получить следующие преимущества: ·
- сокращение времени реакции на неисправность при реактивном управлении ремонтами; ·
- соблюдение регламентных сроков планирования ремонтов; · повышение точности планирования ремонтов; ·
- повышение организационной эффективности участников процесса; ·
- снижение числа ошибок и излишних согласований при планировании ремонтов; ·
- контроль своевременного исполнения плана ремонтов.
В качестве заключения, можно отметить, что в настоящее время большинство компаний уж начали автоматизацию ТОРО, однако большинство из них мало внимания уделяют оптимизации процессов ТОРО, надеясь на существующий в информационных системах функционал. Но, к сожалению, типовые информационные системы не могут подойти всем сразу, именно поэтому перед автоматизацией ТОРО нужно четко понимать существующие процессы и формулировать те улучшения, которые необходимо сделать. При этом если система уже внедрена, но понимания процессов и направлений их оптимизации нет, тогда необходимо «восстановить» фактический процесс ТОРО с использованием ARIS PPM, что в свою очередь даст серьезный аналитический материал для сокращения затрат в области ТОРО.
Андрей Константинович Коптелов, Директор проекта «Контроллинг 24», Компания IDS Scheer Россия и страны СНГ